|
成型原理和装备: SLM成形原理是:经过成形腔气氛准备后(初始氧含量通常低于0.01%(质量分数),合金和金属钨材料成形则需要更低的氧含量),工作平台下降,粉料缸上升(或者采用粉料斗靠粉末重力落粉),自动铺粉装置利用陶瓷或者橡胶刮刀在工作平台基板上铺设金属粉末(厚度为20μm~100μm),然后利用高能热源(激光束光斑直径为50~100μm)在高速振镜配合下按照计算机切片形状和外形轨迹快速扫描,松散状态的粉末薄层中受激光辐照区域发生熔化/凝固,其他区域粉末仍保持未熔状态并起到一定的后续支持作用。通过逐层铺粉、逐层熔化凝固的方式,成形复杂形状三维零件。 近几年,欧洲等发达国家先后开发出新型SLM成形设备,大幅提高激光扫描的速度,缩短成形时间,成形零件性能与锻件相当。目前SLM成形商业化设备最大加工体积可达到750mm*500mm*500mm。国内在激光3D打印成形硬件系统、工艺特性和制件质量等方面部分达到或接近国际先进水平,形成了与国外齐头并进的局面(打印尺寸达到500mmX500mmX500mm);在设计理念、材料基础工艺研究、表面精度、支撑设计、成形效率等方面仍处于起步阶段,与欧美发达国家存在较大差距。
目前,国外已经实现了将拓扑优化结构与轻量化技术应用于SLM,有“制造引导设计、制造性优先设计、经验设计”的传统设计理念向“设计引导制造、功能性优先设计、拓扑优化设计”的3D打印设计理念的转变,国内这项工作还未进行规模化开展。国内公司研究出军品配套企业,基于拓扑优化和轻量设计,成功实现全尺寸雷达支架整体3D打印快速制造,减重42%。 近几年,SLM技术大规模应用最大的瓶颈仍然是多品种材料基础工艺数据库的建立。同时,在技术领域还需要开展以下工作:研究构件成形工艺参数的优化,进行构件的工艺技术研发,建立激光成形构件的工艺规程;研究高能束功率密度、扫描间距、扫描速度、基底/粉末温度等参数对吹粉、球化现象的影响:研究熔池快速移动冷却凝固及多重热循环条件下构件熔凝及连续冷却组织演变规律,,通过成形路径规划工艺优化,实现构件的组织性能综合调控。
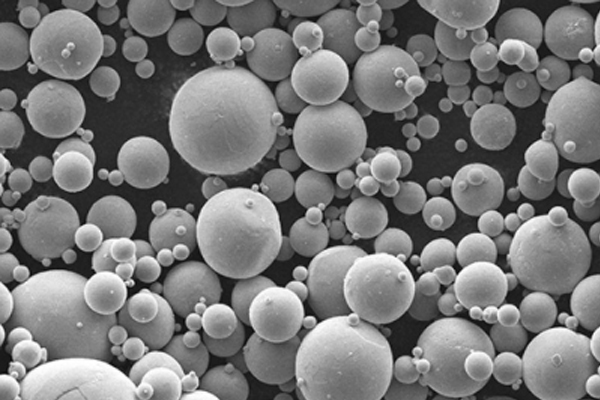
SLM成形材料与工艺: 世界3D打印行业专家根据SLM工艺给出了SLM金属粉末通用标准:尺寸在15~60μm的金属粉末,尽可能同时满足纯度高、少无空心,卫星粉少(实心最佳)、粒度分布窄、球形度高、氧含量低、流动性好和松装密度高等要求。理想的SLM专用粉末如下图所示。国外在19世纪末就实现了超细粉末的规模化工业生产,通过近30年的发展,成功采用真空感应气体雾化(VIGA)法、无坩埚电极感应熔化气体雾化(EIGA)法、等离子旋转雾化(PREP)法以及等离子火炬(PA)法等方法制备SLM专用粉末材料,已经具备成熟稳定的批量供货能力。
国内制备高性能SLM专用粉末材料的方法主要有两种,一种是高速等离子旋转电极法,一种是气体雾化法。如今,国内基本具备利用这两种工艺制备球形金属粉末材料的硬件能力,但材料的种类偏少、产能较低、批次稳定性较差。国内自己生产的金属粉末与国外进口的金属粉末进行比较,在粉末形貌、卫星粉、空心粉等部分指标上基本相当,但是国产金属粉末细粉出粉率不高,试用后反馈氧含量控制不稳定,成形试样力学性能不理想。目前。国内军用钛合金、铝合金等3D打印专用球形粉末基本来自国外进口,其中铝合金件金属粉末只有常规的A1Si12、A1Si7Mg、A1Si10Mg,而2系铝合金和7系铝合金粉末等军工常用材料只能定制生产。 目前,粉末制备方法按照制备工艺主要可分为还原法、电解法、羰基分解法、研磨法、雾化法等。其中,还原法、电解法和雾化法生产的粉末作为原料应用到粉末冶金工业的情况较为普遍。但电解法和还原法仅用于单质金属粉末的生产,对于合金粉末这些方法均不适用。雾化法可以用于合金粉末的生产,同时现代雾化工艺对粉末的形状也能够予以控制,不断发展的雾化腔结构大幅提高了雾化效率,使得雾化法逐渐发展成为主要的粉末生产方法。雾化法生产的金属粉末能够满足3D打印的特殊要求。雾化法是指通过机械方法使金属溶液粉碎成尺寸小于150μm的颗粒方法。按照粉碎金属熔融液的方式分类,雾化法包括二流雾化法、离心雾化法、超声雾化法、真空雾化法等。这些制备方法各自有自身的特点,都已经成功应用于工业生产。其中水气雾化法具有生产设备及工艺简单、能耗低、可批量生产等优势,成为金属粉末的主要工业化生产方法。

| 














 京公网安备11010802043351
京公网安备11010802043351